Technik des Kaltpressschweißens (mit Diagramm)
Nachdem Sie diesen Artikel gelesen haben, lernen Sie die Technik des Kaltpressschweißens anhand geeigneter Diagramme kennen.
Beim Kaltschweißen oder Kaltpressschweißen werden die Materialien bei Raumtemperatur nur durch Druckbeaufschlagung überlappend oder stumpf verbunden. Damit eine solche Verbindung erfolgreich sein kann, ist es wichtig, dass eines der zu fügenden Teile eine hohe Dehnbarkeit aufweist und keine übermäßige Arbeitshärtung aufweist.
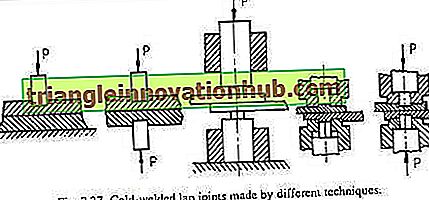
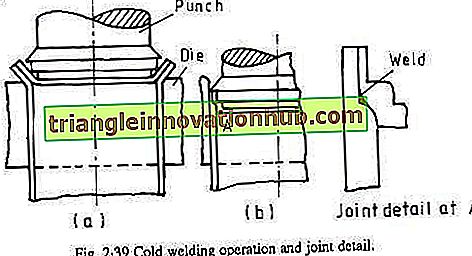
Die durch Kaltpressschweißen zu verbindenden Teile werden gründlich durch Entfetten, Drahtbürsten und Abkratzen gereinigt, um Verunreinigungen auf den Oberflächen zu entfernen. Beim Überlappschweißen kann die Blechdicke zwischen 0-2 und 15 mm variieren, und die Verbindung wird mit einer Einzel- oder Doppeldüse beeinflusst. Die Verbindungsform variiert entsprechend (siehe Abbildung 2.37). Der Werkzeugradius variiert mit der Werkstückdicke und die grobe Regel ist r = (1-3) t, wobei t die Blechdicke ist.
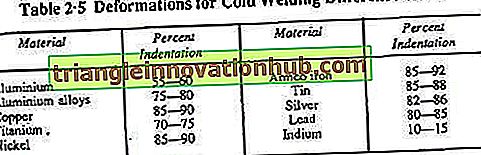
Das Ausmaß der Verformung ist ein Hauptfaktor beim Kaltpressschweißen und hängt von den Eigenschaften und der Dicke des Metalls sowie von der Art der Verbindung und der Oberflächenvorbereitung ab. Tabelle 2-5 zeigt den prozentualen Eindruck für das erfolgreiche Kaltverschweißen verschiedener Metalle.
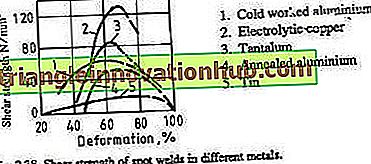
Es können sowohl Punkt- als auch Nahtkaltnähte hergestellt werden. Die Scherfestigkeit als Funktion von Punktschweißungen ist in Abb. 2.38 dargestellt. Die gleiche Schweißnaht kann hergestellt werden, indem die Matrize über die gesamte Nahtlänge gedrückt wird oder eine Walze verwendet wird. Am Ende der Verformung sollte der Düsendruck für Kupfer und geglühtes Aluminium 1960 N / mm 2 bzw. 290 bis 580 N / mm 2 betragen.
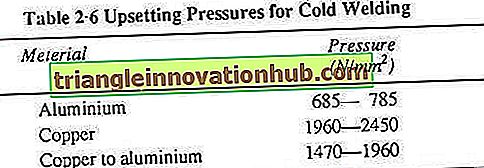
Stumpfnähte können durch Kaltverschweißen von Kunststoffmetallen wie Kupfer, Aluminium, Aluminiumlegierungen, Blei, Zinn, Cadmium, Nickel und Titan in Stab-, Band- und Drahtform hergestellt werden. Die zum Herstellen von Kaltschweißungen in einigen Metallen erforderlichen Drücke sind in Tabelle 2.6 angegeben. Der zum Halten in gezahnten Klammern erforderliche Druck sollte 50% bzw. 80% höher sein als der Schmiededruck für Aluminium bzw. Kupfer.
Stumpfnähte haben normalerweise eine höhere Festigkeit als das Grundmetall, da die Verbindung durch Arbeit gehärtet wird. Die Geschwindigkeit, mit der der Druck ausgeübt wird, hat jedoch keinen Einfluss auf die Eigenschaften der Schweißverbindung, sodass das Schweißen bei hoher Geschwindigkeit erfolgen kann. In der Industrie werden Kraftpressen für Stöße bis 700 mm 2 in Aluminium eingesetzt.
Zu den kommerziellen Anwendungen des Kaltschweißens gehören Dosenverbindungen, wie in Abb. 2.39 zum Verpacken von Lebensmitteln, zum Schließen von Aluminiumkabelmänteln und -gehäusen von Halbleiterbauelementen, Überlappungs- und Stoßverbindungen von Drähten und Stromschienen für Elektrolysezellen, Kommunikationsleitungen und Oberleitungsdrähte .
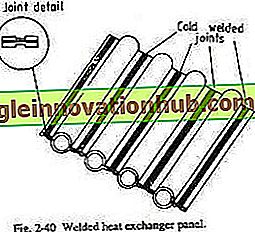
Eine typische Anwendung des Kaltpressschweißens ist die Herstellung von Wärmetauschern für Kühlschränke, bei denen das Verfahren zum Herstellen von einstückigen rohrförmigen Durchgängen in großen Blechen, z. B. bis zu 2500 mm x 380 mm, verwendet wird (siehe Abb. 2.40).